
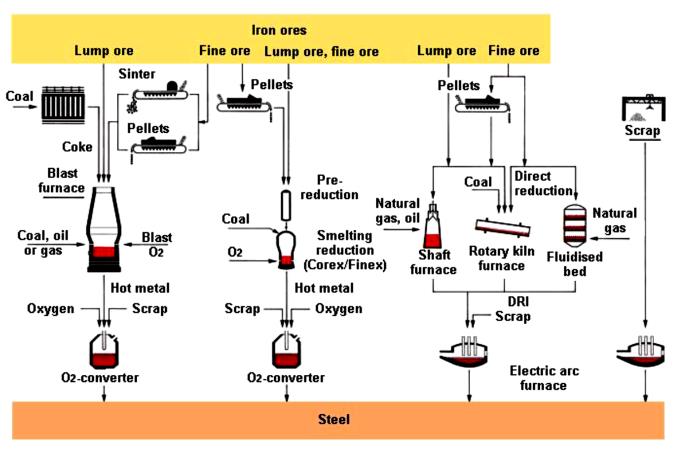
The industry has been searching for an alternative to the blast furnace (BF) for years but BF still continues to be the dominant ironmaking process. The alternate process is being aimed to be free from sinter and coke making processes. The focus is on use of ore fines and renewable energy with less capital and be economical on a small scale.
There has been a bit of success with commercialization of Direct smelting Corex, Finex and Hismelt processes but didn’t gain much popularity. Direct reduction of iron ore, natural gas or coal as fuel, such as Midrex, HyL, and FINMET reduce CO2. Direct reduction has been slowly gaining popularity in gas rich regions.

ULCOS selected four process concepts potentially leading to CO2 emission reduction by more than half compared to current best practice. The breakthrough technologies identified are:
- Top Gas Recycling Blast Furnace with CO2 Capture and Storage (2020)
- HIsarna with CCS (2030)
- ULCORED with CCS (2020)
- Electrolysis with CO2 free electricity (2040)
Another option that might reduce the amount of Carbon dioxide(CO2) emissions in producing steel is the use of Carbon from Sustainable Biomass.
Green Steel production is more likely to be disruptive than being incremental. Industries, governments and researchers together are working to replace carbon based reductants with other materials such as hydrogen, and capturing carbon emissions. There are significant challenges ahead while industrializing new processes.
Typical consumption of fluxes for sintering process:
- Limestone: 120 kgs/ton
- Dolostone: 50 kgs/ton
- Burnt lime: 20kgs/ton
- Burnt dolime: 0-10 kgs/ton
Typical consumption of fluxes for fluxed pellets:Limestone+dolo: 10 - 50 kgs/ton
Energy efficiency upgrades with little to no impact on lime demand
There have been a number of initiatives to reduce emissions and improve energy efficiency, making it more environment friendly processes.
Sinter pant cooler heat recovery
This device recovers the sensible heat in the hot air with temperature of 250℃ to 450℃ from a sinter cooler.
(ULCOS) Injection of H2 rich reductants and TGR-BF
BF Top Gas Recycling (TGR) technology, a ULCOS initiative, aims to re-use the reducing agents (CO and H2), after the removal of the CO2 from the top gas leading to lower energy requirements and coke rate. Pure CO2 from the top gas goes to underground storage.
BF top gas recovery turbine
This technology helps to improve energy recovery, increase in lifetime of the annular gap scrubber and eliminate need for a cooling tower to cool down the water of the scrubber.
Hot oxygen +Pulverized Coal Injection (PCI) System/Oxy-oil/Plastic/waste gas injection
Injection technologies helped to significantly improve productivity and reduce the emissions.
BOF cooling hood with energy recovery
Technological evolutions in EAF’s including Quantum Furnace
Contact your local steel expert to discuss more about the topic: http://carmeuse-steel.com/contact